

産業用ロボットを用いた鋳型製造プロセス[砂加工]の考案
株式会社木村鋳造所 吉村一利
はじめに
鋳造とは一般的に溶けた金属材料(鉄、アルミ、銅etc.)を型の空洞部に流し込み冷やし、固めることで任意の形状を得る加工方法である。
鋳造によって製造された製品を鋳い物ものと呼び、溶けた材料を流し込む型のことを鋳い型がたと呼ぶ。鋳物は自動車部品や工作機械、発電設備など多くの場所で使用されており、身近なところではマンホールなども鋳造で製造されている。
厳密な分類は無いが比較的小さい鋳物(数百g~20kg程度)を小物鋳物と呼ぶ。小物鋳物の鋳型製造は木型法で行われるのが一般的である。
木型法とは鋳型作製方法の一つで、鋳物となる部分の木型を作製し、木型の周りに砂を充填する。その砂を固めた後、木型を取り除くことで鋳型を作製する方法のことである。木型法のメリットとして鋳型作製の初期投資の大半が木型であるため、製品を大量に生産することにより、製造コストが抑えられることが挙げられる。そのため木型法は大量生産向きの鋳型製造プロセスと言える。
しかしながら、小物鋳物のニーズとして多品種少量生産が求められることがある。木型法で少量生産を行う場合、木型作製コストや保管場所確保の問題によって製造コストが増加してしまい、鋳物そのものの値段が高騰してしまうことが問題点として挙げられる。
また昨今の鋳物業界が抱える問題として作業人口の減少や高齢化が挙げられ、そのような取り巻く環境に順応するため、弊社では多品種少量生産と省人化をコンセプトとした新規鋳型製造プロセスの開発が必要となっていた。
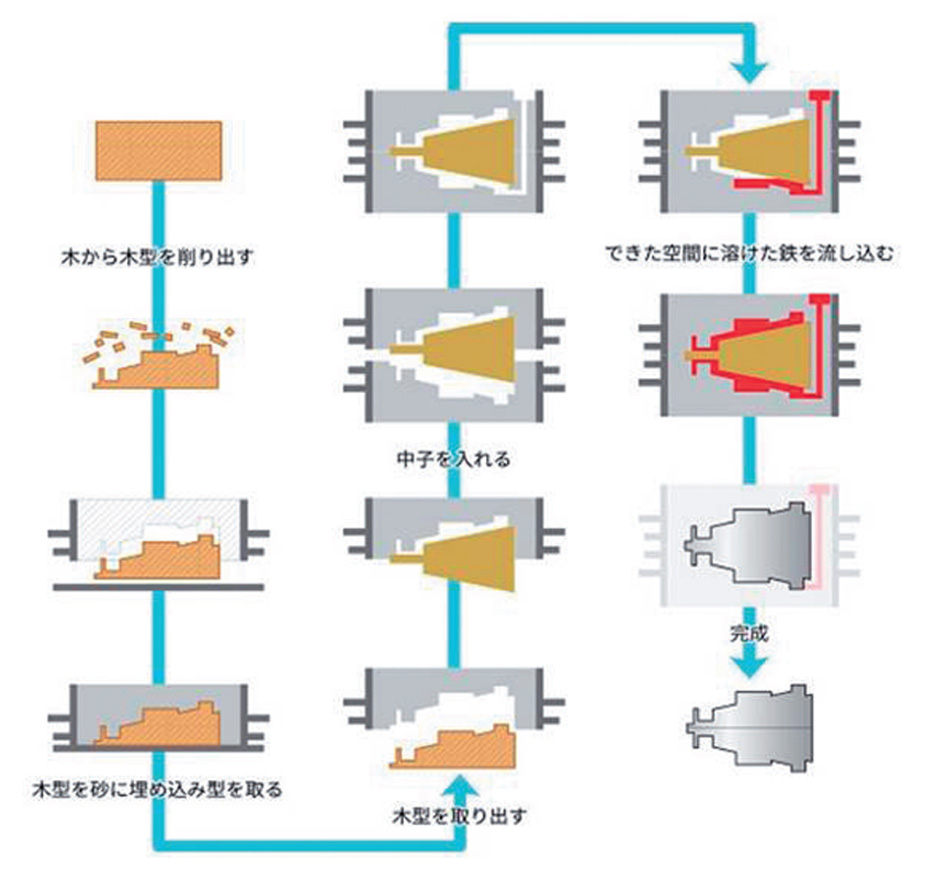
木型法模式図
砂加工の考案
株式会社木村鋳造所では木型の代わりに発泡スチロールを製品の形に作製し、砂に埋めて鋳型を作り、出来た鋳型に溶けた鉄を注ぐ。その際に溶けた鉄の熱によって発泡スチロールが消失し、鉄と置き換わることにより製品を製造するフルモールド鋳造法を主な製造方法として採用しており、大物鋳物を得意とする。
小物鋳物では弊社が得意とする大物鋳物と比べて、鋳型内の熱量が小さくなる傾向にある。そこで発泡スチールを使用せずに空間を作る空洞鋳型を採用した。また木型を用いない製造プロセスとするために、製品の形状を空間として削り出す製造方法を考案した。弊社ではこれを砂加工プロセスと呼んでいる。
砂加工プロセスは3つのセクションから構成され、定型の砂ブロックを製造する[造型セル]、製造した砂ブロックから製品の形状を削り出す[砂加工セル]、加工が完了した鋳型どうしを重ね合わせる[型合わせセル]の順に工程が流れていく。砂加工プロセスではこのフローにて鋳型を作製していく。
産業用ロボットの活用
砂加工プロセスにおいて自動化、省人化は重要なコンセプトの一つである。そこで弊社が目を付けたのが産業用ロボットである。産業用ロボットは動きに自由度が高く数多くの製品群に対応する汎用性がある。また省スペースに設置することが出来るのでライン化が行いやすいため、自動化、省人化を行うことに適している。
また産業用ロボットの特徴として高い繰り返し精度が挙げられる。今まで人の手で行ってきた作業をロボットが行うことで作業のバラつきを抑え安定した鋳型生産が可能となる。
砂加工プロセスでは砂加工セルと型合わせセルに産業用ロボットを導入した。また砂加工セルでは鋳型の加工精度が製品の出来に大きく関わってくるため、ロボットの特性を考慮し、高剛性モデルの産業用ロボットを採用した。
高剛性モデルを使用することで精度の高い加工を実現することが出来るようになり、3次元測定器を用いて測定した結果± 0.3mm以内の精度でおさまっていた。これは鋳型精度としては十分であり、安定した品質での鋳型作製を実現した。

砂加工の様子
また自動化を行うために各工程間の鋳型の運搬にはAGF(Automated Guided Forklift)を採用しレイアウトフリーな鋳型生産ライン実現した。
現在、完全な自動化に向け各セル間を工場コントローラーにより連動させる取り組みを行っている。この取り組みが完了すれば完全に無人での鋳型生産が24時間可能となる。現在弊社では協力企業と共同で完全自動化に向けて推進している。

AGFによる自動搬送

砂加工により製造した鋳物
最後に
鋳造業界はいまだにマンパワーに頼った製造が少なくない。しかしながら近代では、少子高齢化に伴う労働人口の減少が叫ばれており、生産性を向上させるためには自動化や省人化は避けられない至上命題となっている。
このような流れに対応するためには従来の製造方法を根本から見直し、製造プロセスの最適化が必要となってくる。弊社はこのような取り組みに前向きであり、日々新しいことに挑戦している。
日本のものづくりを担う一員として今後も技術の開発と推進を行っていきたいと考えている。